
Лазерный сварочный аппарат продольного шва
Автоматический сварочный аппарат продольного шва лазера главным образом использован для высококачественной и низкой сварки искажения автоматической продольной металлических цилиндров и выровненных плит сделанных с нержавеющей сталью, железом, алюминием и латунью, етк
- ОПИСАНИЕ
-
Автоматический сварочный аппарат продольного шва лазера
Описание
Отличное качество луча
Высокая надежность
Высокая стабильность мощности
Регулируемая мощность, быстрая реакция переключения
Эксплуатация без обслуживания
Высокая эффективность электро-оптического преобразования
Высокая частота модуляции
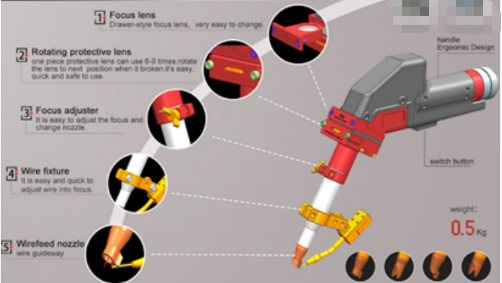
Простая сварочная операция
Красивое сварное соединение
Небольшая сварочная деформация
Высокая эффективность сварки
Основные особенности и применения
1. Автоматическая лазерная сварочная машина для продольного шва в основном используется для автоматической продольной сварки с высоким качеством и низким уровнем искажений металлических цилиндров и выровненных пластин из нержавеющей стали, железа, алюминия и латуни и т. Д.;
2. Принятый медный нажимной механизм клавиатуры, чтобы получить регулярный и стабильный зажим и охлаждающий эффект;
3. Специально разработанный обратно защитный медный блок и молдинг слот, чтобы обеспечить стабильный газовый щит и добиться двойной стороны формирования в одной стороне сварки;
4. Машина может принять PLC или реле интегрированного управления как требование;
5. Движущийся факел, управляемый двигателем постоянного тока, плавная регулировка скорости сварки;.
6. Применитесь для того чтобы объединить заварку с источником сварочного аппарата лазера.

Сравненный с традиционным лазером, лазер волокна имеет более высокую светоэлектрическую эффективность преобразования, более низкое энергопотребление и более высокое качество луча.
Волоконные лазеры компактны и готовы к использованию.
Благодаря гибкому режиму вывода лазера его можно легко эксплуатировать и гибко использовать в различных производственных средах.
Технические параметры длины уплотнения сварочных аппаратов:



РежимЛ
ZH-300
ZH-500
ZH-800
ZH-1000
ZH-1300
ZH-1500
ZH-2000
Входное напряжение
Одиночная фаза220 В, 50/60 Гц
Максимальная длина сварки(Мм)
300 мм
500 мм
800 мм
1000 мм
1300 мм
1500 мм
2000 мм
Диаметр заготовки(Мм)
50-800 мм
70-800 мм
90-800 мм
100-800 мм
100-800 мм
120-800 мм
180-800 мм
Толщина заготовки(Мм)
0,3-3 мм
0.5− 3 мм
Скорость сварки
300-2000 мм/мин
Технические параметры сварочного аппарата лазера:
Модель
HL-1000
Среда тестирования
Оптические свойства
Номинальная выходная мощность (Вт)
1000
Режим работы
Непрерывный/модуляция
Диапазон регулирования мощности
10 ~ 100
Центральная длина волны (нм)
1080 ± 5
Номинальная выходная мощность
Колебания выходной мощности (%)
± 1,5
Номинальная выходная мощность
Время непрерывной работы ≥ 5 часов
Рабочая температура 25 ± 1 ℃
Частота модуляции
1 ~ 20 000
Номинальная выходная мощность
Указанная выходная мощность красного света
0,5 ~ 1
Оптическое качество M2
1,5
Номинальная выходная мощность
Длина выходного кабеля (м)
10
Настраиваемая длина
Электрические свойства
Рабочее напряжение
220 ± 20% В переменного тока, 50/60 Гц
Максимальная потребляемая мощность (Вт)
5500
Другие свойства
Диапазон рабочих температур окружающей среды (℃)
10-40
Диапазон влажности рабочей среды (%)
<70
Температура хранения (℃)
-10 ~ 60
Метод охлаждения
Водяное охлаждение

Спецификация параметров
Мощность лазера:
Мощность лазера, излучаемого лазером, в процентах. К примеру, 40%. Мощность лазера оборудования составляет 1000 Вт. В это время выходная мощность составляет 400 Вт.
Период пульса:
Продолжительность импульса.
Ширина импульса:
Время, в течение которого лазер излучается в течение одного импульсного цикла.
Задержка открытия света:
После нажатия кнопки переключателя свет задерживается на определенное время.
Задержка закрытия света:
После отпускания кнопки переключателя задержите выключение света на определенное время.
Резервный двигатель:
Скорость двигателя, когда он стоит.
Двигатель работает:
Скорость, с которой работает двигатель.
Мотор покоя:
После последнего использования двигателя, через определенный период времени в состоянии гибернации.
Задержка времени подачи проволоки:
Нажмите кнопку переключателя и задержите подачу провода на определенное время после излучения света.
Задержка подачи воздуха:
После отпускания кнопки переключателя задержите выключение света на определенное время.

Предыдущий:
ОНЛАЙН СООБЩЕНИЕ
Узнайте о последней информации о радиаторах

Контакты США
ОГРАНИЧИВАЕМОЕ КО. СВАРКИ ГУАНЧЖОУ ДРАКОН,
Добавьте: Промышленная зона Кайли, Но.389, дорога Гуанчжу, улица Даганг, район Наньша, Гуанчжоу, Китай 511470.
ПОСЛЕДУЮЩИЕ США

{kind=link}